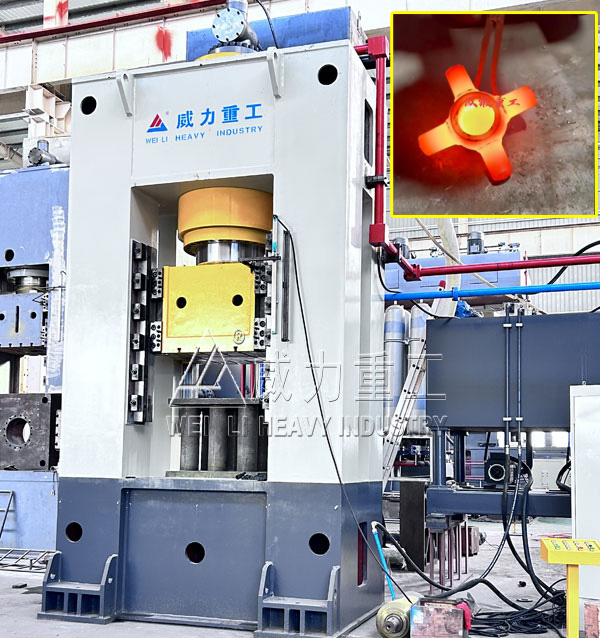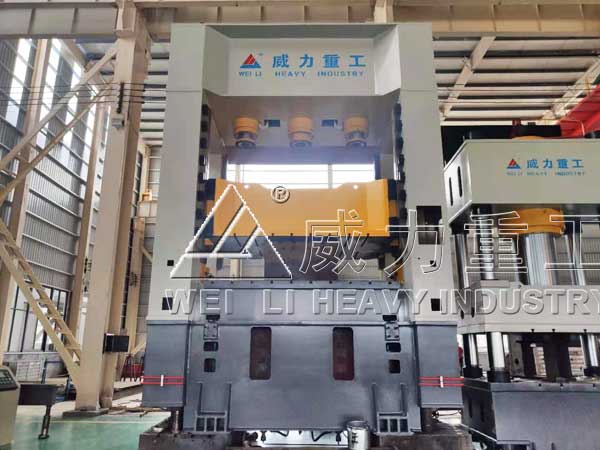
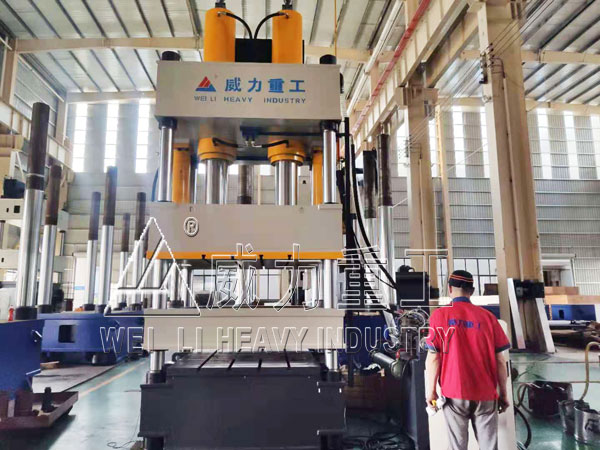






- 產(chǎn)品名稱(chēng):800噸框架三向鍛造液壓機(軸套多向模鍛機)
- 推薦度:

- 參數特點(diǎn)
- 關(guān)于液壓機廠(chǎng)家
- 購買(mǎi)須知
咨詢(xún)熱線(xiàn) : 18306370898
視頻展示:
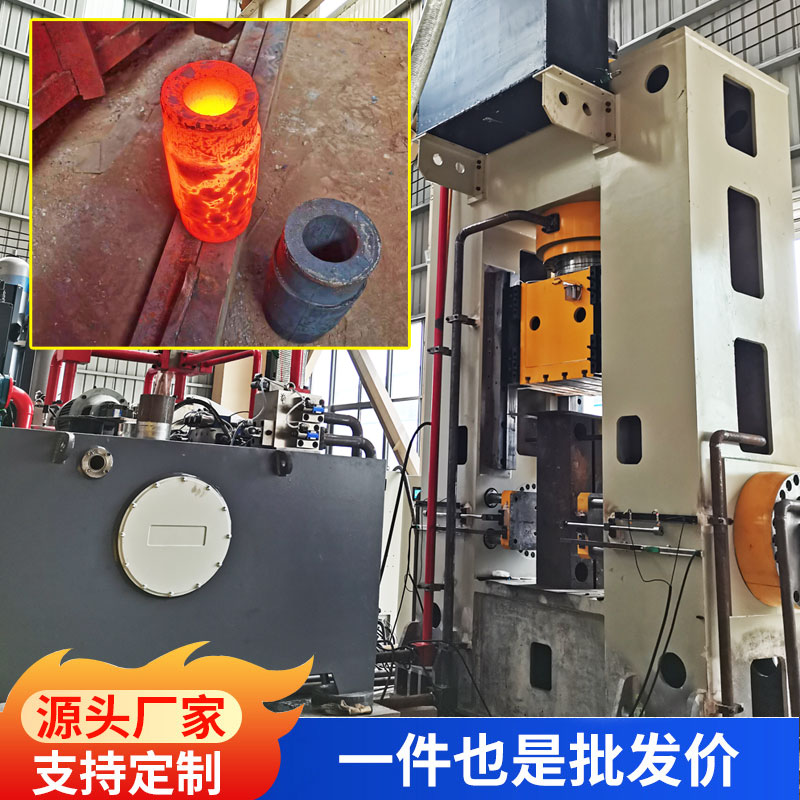
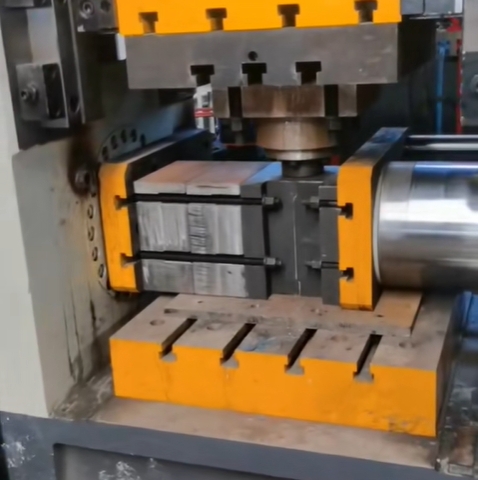
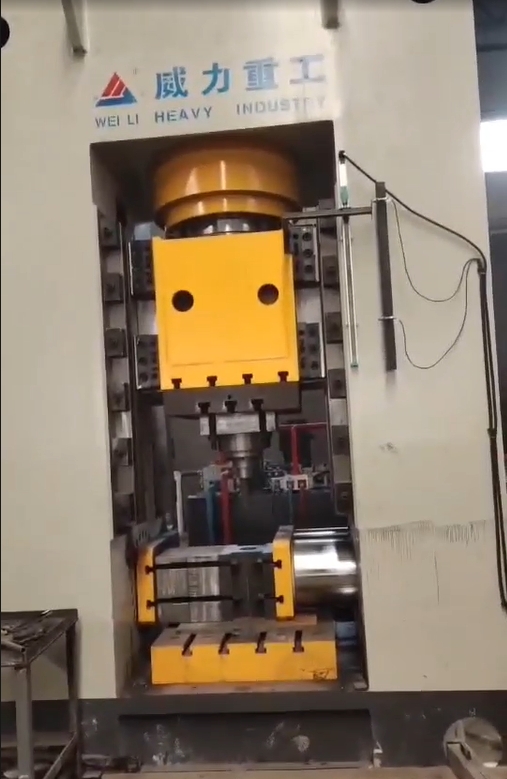
挖掘機履帶鏈軌軸套一次無(wú)飛邊鍛造成型,選用就是這款800噸框架式多向鍛造液壓機,機器主缸800噸,兩個(gè)側缸均為500噸,機身為整體鋼板框架式結構,也稱(chēng)為800噸三向鍛造液壓機,也稱(chēng)為800噸三向模鍛液壓機,采用三向擠壓工藝,主要針對的是金屬管類(lèi)成形。800噸三向鍛造液壓機是在普通模鍛設備的基礎上進(jìn)行重新設計,可以實(shí)現從三個(gè)方向同時(shí)施加擠壓力,通過(guò)更換不同的模具和工裝,對所有類(lèi)型的管件均可一次性模鍛成形,能夠實(shí)現彎通、三通、四通、變徑等所有管件接頭的一體成形,使用三向模鍛工藝即可完全替代管件生產(chǎn)的傳統工藝。

挖掘機履帶鏈軌軸套三向模鍛生產(chǎn)工藝如下:
挖掘機履帶鏈軌軸套管坯按尺寸下料(固體芯材擠壓則要在下料后將橡膠芯棒裝入管坯)→管坯放入下凹模內→上壓頭帶動(dòng)上模下行,合模并壓緊→左、右壓頭帶動(dòng)左、右擠壓桿同步向中心擠壓(液體芯材擠壓此時(shí)需充入超高壓脹形液)→左、右壓頭帶動(dòng)擠壓桿擠壓到設定位置→左、右壓頭退回→上壓頭帶動(dòng)上模退回→取出成品(固體芯材擠壓此時(shí)取出橡膠芯棒)→機加工切除余料。
800噸框架三向鍛造液壓機主要的設計方案:
1、針對三向模鍛工藝對設備的特殊要求,精度要求高和載荷集中等,以及對生產(chǎn)工藝的詳細研究分析。優(yōu)化設計,充分利用各種內外部技術(shù)資源,實(shí)現了800噸框架三向鍛造液壓機(軸套多向模鍛機)的高精度和高效率。
2、800噸框架三向鍛造液壓機(軸套多向模鍛機)機身框架采用整體框架機身,機身結構件為鋼板焊接箱型結構,采用有限元進(jìn)行應力和變形的分析、優(yōu)化,焊后采用退火徹底消除焊接應力,保證了機身的強度和剛度。
3、根據三向模鍛成形的特點(diǎn):零件尺寸相對公稱(chēng)力較小,應力較為集中,左、右側擠壓采用單缸加壓的形式,有效地適應應力集中的使用工況,噸位大、行程短,左、右擠壓缸增長(cháng)導套,采用活塞桿導向;上壓頭合模應力相對集中,采用單缸加壓的形式,配合對角行程檢測裝置控制兩個(gè)缸的行程,保證上壓頭對工作臺的平行度。
4、根據三向模鍛工藝過(guò)程的分析結果,左、右壓頭的壓制同步控制采用比例伺服系統加高精度位移傳感器的閉環(huán)控制系統,保證左、右壓頭的運動(dòng)同步,同步精度在±1mm以?xún)取?/span>
5、800噸框架三向鍛造液壓機(軸套多向模鍛機)的上壓頭和左、右壓頭的壓力控制采用比例調壓,壓力調整范圍為公稱(chēng)壓力的10%~100%,壓力控制精度高。
6、800噸框架三向鍛造液壓機(軸套多向模鍛機)滑塊本體采用單體厚鋼板結構,保證上壓力均勻傳遞至整個(gè)上模面,使合模力均勻分布。滑塊不設導向結構,由高精度對角行程檢測裝置和比例伺服系統組成閉環(huán)控制系統,保證滑塊運動(dòng)過(guò)程中對工作臺的平行度。


挖掘機履帶鏈軌軸套多向鍛造工藝流程:
1、首先,需要準備合適的原料。這些原料可以是金屬坯料,如鍛鋼、鋁合金等。根據所需的零件形狀和尺寸,選擇合適的原料進(jìn)行準備。
2、接下來(lái),進(jìn)行模具設計。模具是多向鍛造的關(guān)鍵部分,它決定了最終產(chǎn)品的形狀和尺寸。模具設計需要考慮多向鍛造的要求,如材料的流動(dòng)性、變形性等。
3、在進(jìn)行鍛造之前,需要對原料進(jìn)行預熱。預熱可以提高金屬的可塑性,使其更容易變形。預熱溫度通常根據原料的材質(zhì)和尺寸來(lái)確定。
4、然后,進(jìn)行鍛造操作。鍛造是將原料置于模具中,施加壓力使其發(fā)生塑性變形的過(guò)程。鍛造過(guò)程中需要控制溫度、壓力和速度等參數,以確保零件的質(zhì)量。
5、鍛造完成后,需要對零件進(jìn)行冷卻。冷卻可以保持零件的形狀和尺寸穩定,并增強其機械性能。冷卻方法可以是自然冷卻或水冷卻等。
6最后,進(jìn)行后處理。后處理包括修整、退火和表面處理等工序。修整是將零件與模具分離,退火可以消除鍛造過(guò)程中產(chǎn)生的應力和變形,表面處理可以提高零件的表面質(zhì)量
鍛造過(guò)程中的注意事項:
1、溫度控制:軸套鍛造的溫度要求嚴格控制,過(guò)高或過(guò)低都會(huì )影響鍛造質(zhì)量和材料性能。
2、壓力控制:800噸框架三向鍛造液壓機(軸套多向模鍛機)鍛造過(guò)程中,要根據材料的性質(zhì)和軸套的形狀要求,合理控制鍛造壓力和速度,以避免材料的拉伸過(guò)量或收縮過(guò)大。
3、模具使用:模具的使用壽命受到很大限制,因此需要定期檢查、維護和更換,以確保鍛造的成功率和品質(zhì)。


上一篇:上一篇:1000噸多向鍛造液壓機(挖機斗齒、三通管件)
下一篇:下一篇:1600噸鍛造液壓機-法蘭熱鍛成型液壓機
相關(guān)產(chǎn)品: