



本機為一臺2800噸三梁四柱液壓機,帶有液壓墊的封頭拉伸機,主要適用于各類(lèi)壓力容器封頭的冷、熱成型壓制,也用于各類(lèi)厚、薄鋼板的壓鼓、折邊、校平等工藝。是公司專(zhuān)門(mén)為泰安客戶(hù)設計定做,可拉伸直徑2米,厚4mm的普板。一次拉伸成型,無(wú)褶皺,表面光滑。封頭的沖壓過(guò)程是屬于拉延過(guò)程。在沖壓過(guò)程中,材料產(chǎn)生了復雜的變形,而且在工件不同的部位有著(zhù)不同的應力應變狀態(tài)。對于采用壓邊圈,模具間隙大于封頭毛坯鋼板厚度的封頭沖壓(下圖所示),其各部分材料的應力狀態(tài)可大致分析如下。了解封頭的沖壓過(guò)程,還需要資料2800噸四柱封頭拉伸機(液壓機)封頭沖壓原理及壓力范圍的確定等前期信息。
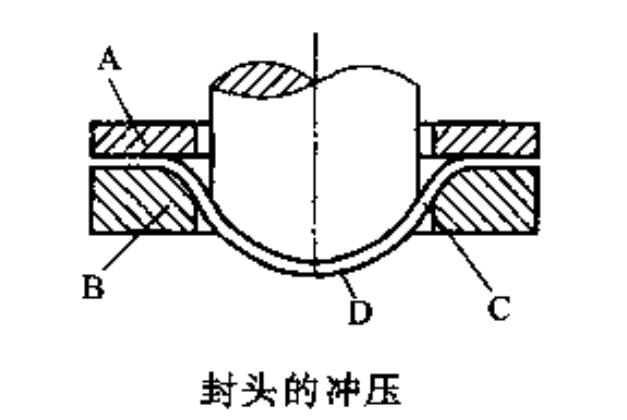
處于壓邊圈下部的材料A,主要受切向壓縮應力和徑向拉伸應力,在厚度方向受到壓邊圈的壓力。其變形特點(diǎn)是在切向產(chǎn)生壓縮變形,厚度方向增厚。處于下沖模圓角處的材料B,除受到徑向拉伸和切向壓縮外,還承受彎曲應力。在下沖環(huán)與上沖模間隙部分材料C,受到徑向拉伸應力和切向壓縮應力,其變形在切向與徑向有相應的壓縮和拉伸變形。由于該處在厚度方向不受力,因而處于自由變形狀態(tài),在該區域內,愈接近下沖環(huán)圓角部分,切向壓縮應力愈大,所以對于薄壁封頭在該區域容易起皺。位于上沖模底部的毛坯材料D,在沒(méi)有與上沖模接觸貼合之前,其受力情況基本上與C處相同,使該處毛坯材料被拉薄。當該處與上沖模接觸貼合后,在壓邊摩擦力和沖壓力的作用下,該處只有少量的拉伸變形了。下圖表明橢圓形封頭和球形封頭沖壓后,材料各部分壁厚的變化情況。
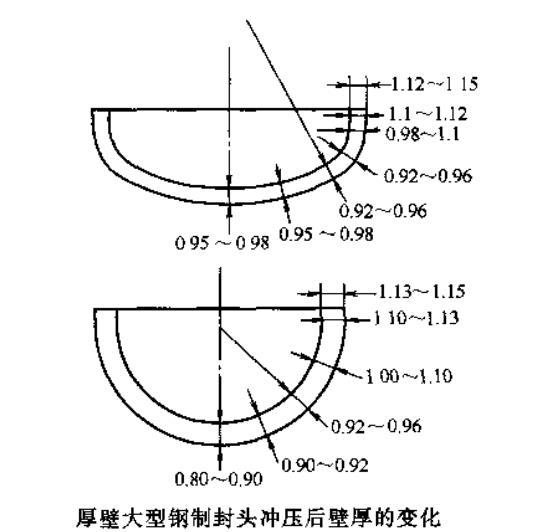
影響封頭壁厚變化的因素很多,歸納起來(lái),大致有下列幾方面:
a.材料的性能,如鋁制封頭的變薄量比碳素鋼封頭大得多;
b.封頭的形狀,球形封頭的變薄量比橢圓形封頭大;
c.下沖模圓角半徑越大,變薄量越小;
d.上下沖模之間的間隙小,則變薄嚴重;
e.潤滑情況好,則減薄小;
f.加熱溫度越高,變薄量大;
g.壓邊力大,則變薄嚴重。
壓邊范圍的確定:
2800噸四柱封頭拉伸機(液壓機)壓制時(shí)如果不用壓邊圈,而封頭毛坯壁厚又較薄,則材料在切向壓應力的作用下,會(huì )失去穩定,形成皺紋和鼓包,嚴重時(shí)會(huì )造成廢品。采用壓邊圈不僅增加了材料的穩定性,而且在由壓邊圈產(chǎn)生的摩擦力的作用下增加了徑向應力,從而使材料有較好的變形條件。所以,確定在什么情況下需要采用壓邊圈是關(guān)系到封頭質(zhì)量好壞的重要因素。一般來(lái)說(shuō),當滿(mǎn)足下式時(shí),便需要采用壓邊圈。
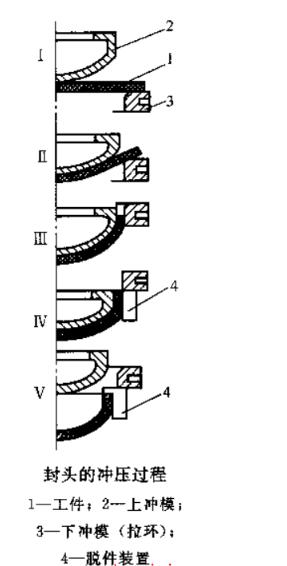
2800噸四柱封頭拉伸機(液壓機)封頭沖壓過(guò)程:
壓力容器封頭的沖壓通常在水壓機或油壓機上進(jìn)行。沖壓過(guò)程是一個(gè)逐步提延的過(guò)程。為了減少摩擦,防止模具及封頭表面的損傷,提高模具使用壽命,沖壓前,在拉環(huán)上涂抹潤滑劑是十分必要的,這對不銹鋼、有色金屬尤為重要。
毛坯鋼板放置在下沖環(huán)上,并與下沖環(huán)對中。開(kāi)動(dòng)2800噸四柱封頭拉伸機(液壓機),直至上沖模降到與毛坯鋼板平面接觸然后加壓,鋼板便發(fā)生變形隨著(zhù)上沖模的下壓,毛坯鋼板就包在上沖模的表面,并通過(guò)拉環(huán)。此時(shí),封頭已沖壓成形,但由于材料的冷卻收縮,使之緊包在上沖模上,需用特殊的脫件裝置使封頭與上沖模脫離。封頭內徑≤2000mm時(shí),常用的脫件裝置是滑塊,將2800噸四柱封頭拉伸機(液壓機)沖壓成型封頭過(guò)程滑塊推入壓住封頭邊緣,待上沖模提升時(shí),封頭被滑塊擋住,便從上沖模上脫落下來(lái),完成了沖壓過(guò)程。大直徑封頭的脫件裝置較復雜,即上沖模為一組合型的模具,由三瓣半橢球體及中心一錐形棒組成,當2800噸四柱封頭拉伸機(液壓機)沖壓結束,提起芯棒,瓣體自動(dòng)合攏,封頭自動(dòng)脫落。這種沖壓方法稱(chēng)為一次成形法。對于低碳鋼和普通低合金鋼制成的一定尺寸(6S≤D0-di≤45S)封頭均可采用一次成形法使之沖壓成形。
對于薄壁封頭(D0-di≥45S)即使采用帶有壓邊圈的一次成形法,仍然會(huì )出現鼓包皺褶現象。此時(shí),宜采用兩次成形法(下圖)。第一次沖壓采用比上沖模直徑小200mm左右的下拉環(huán),將毛坯沖壓成碟形,此時(shí)可將2~3塊毛坯鋼板重疊起來(lái)進(jìn)行成形;第二次采用與封頭規格相配合的上下模具,最后沖壓成形。
對于厚壁封頭(D0-di≤8S),由于所需的沖壓力較大,同時(shí)因毛坯較厚,邊緣部分不易壓縮變形,尤其是對球形封頭,在成形過(guò)程中邊緣厚度急劇增厚,因面導致底部材料嚴重拉薄。通常在壓制這種封頭時(shí),也可預先把封頭毛坯車(chē)成斜面,再進(jìn)行沖壓。

2800噸封頭拉伸成型液壓機
2800噸封頭拉伸成型液壓機
性能特點(diǎn):
1、2800噸四柱封頭拉伸機(液壓機)機身為三梁四柱結構,采用全鋼板CO2焊接,焊接后通過(guò)回火振動(dòng)處理,確保機身變形。液壓系統位于機身內,外型美觀(guān),操作方便。該系列壓機設有獨立的液壓與電器控制系統,采用按鈕集中控制,可實(shí)現定程和定壓兩種成型工藝,具有壓力顯示和行程、壓力調節等功能。而且導柱、活塞桿中頻淬火后鍍硬鉻處理,生銹拉毛,油泵進(jìn)油口裝有獨特的過(guò)濾裝置,確保油泵和閥的使用壽命。油路連接采用進(jìn)口高壓軟管,大大降低機器噪聲。
對于客戶(hù)的特殊要求,我們可以特別設計生產(chǎn),大限度的滿(mǎn)足客戶(hù)生產(chǎn)工藝要求。
2、2800噸四柱封頭拉伸機(液壓機)為四柱式導向結構,確保平穩精度高,適應于各種高精密壓裝于成型。滑塊于工作臺平行精度極高,確保合模時(shí)沒(méi)有間隙。液壓系統采用進(jìn)口保壓閥,保壓精度高。控制系統采用數控。所有位移,壓力,時(shí)間,補壓均采用數字控制,精準方便且故障率低。所生產(chǎn)出產(chǎn)品合格率大大提高,且更加有效的提高了工作效率。
3、2800噸四柱封頭拉伸機(液壓機)有定壓成型,定程成型,定時(shí)成型等多種成型方式。壓力顯示可以直接顯示噸位,行程顯示精確到0.01mm。定程定壓時(shí)均可數字控制,更加精確,大大降低了廢品率。
4、2800噸四柱封頭拉伸機(液壓機)系統工業(yè)電腦控制,采用閉環(huán)式控制,各種動(dòng)作可以根據用戶(hù)要求任意設置。適應于各種生產(chǎn)線(xiàn)并聯(lián),配合各種機械手與自動(dòng)送料,真正實(shí)現數控全自動(dòng)。動(dòng)力系統為伺服控制,真正完成節能減排,自動(dòng)化智能化等功能。
可選附件或功能:
●移動(dòng)工作臺●沖裁緩沖裝置●壓邊滑塊、液壓墊四角分別調壓裝置(拉伸不對稱(chēng)零件)●光電保護裝置●換模用浮動(dòng)導軌和滾動(dòng)托架●模具快速夾緊機構●行程、壓力、速度數顯數控裝置●觸摸式工業(yè)顯示屏●液壓系統加熱、冷卻裝置。●具備保壓延時(shí)功能,延時(shí)時(shí)間可調(選裝)。●電器系統采用PLC控制(選裝)。

山東威力重工設計生產(chǎn)的2800噸四柱封頭拉伸機(液壓機)采用四柱結構,它由機身、主缸、壓邊缸、行程限位裝置、潤滑裝置、液壓動(dòng)力系統及電氣系統等部件組成,在封頭模具的作用下一次拉伸成型大直徑封頭。2800噸四柱封頭拉伸機(液壓機)工作原理:根據壓制封頭工藝的要求主缸能夠快速下行-減速壓制-保壓延時(shí)-泄壓回程-停止(任意位置)的基本工作循環(huán),而且壓力、速度和保壓時(shí)間需能調節。頂出缸主要用來(lái)頂出工件,能夠實(shí)現頂出、退回、停止的動(dòng)作。在封頭拉伸時(shí),又要求頂出液壓缸上升、停止和壓力回程等輔助動(dòng)作,同時(shí)還需要壓邊缸將坯料壓緊,以防止周邊起皺。公司是滕州地區大型實(shí)體生產(chǎn)廠(chǎng)家,可以根據客戶(hù)需求定做各種噸位封頭液壓機、封頭拉伸機、封頭拉伸成型液壓機、油罐封頭液壓機、不銹鋼封頭液壓機,有四柱式、框架式、組合式等多種機型供客戶(hù)選擇,采購定做歡迎來(lái)公司與技術(shù)面談,或電話(huà)咨詢(xún):張經(jīng)理:18306370898(可加微信)
上一篇:上一篇:1000噸砂輪成型液壓機模壓一次成型砂輪工藝步驟
下一篇:下一篇:冷壓太陽(yáng)能壓力罐封頭成型500噸四柱拉伸液壓機

