



630噸1000噸2000t熱鍛液壓機紅沖工藝特點(diǎn)
由于紅沖工藝投入的資金少、生產(chǎn)效率高、制件品質(zhì)優(yōu)良,而且適宜大批量生產(chǎn),因此產(chǎn)生了良好的經(jīng)濟效果。例如,紅沖工藝在日用五金工業(yè)生產(chǎn)中,已經(jīng)得到了廣泛的應用,如用銅紅沖的管道五金件中的各種閥門(mén)、管接件、螺母等,以其無(wú)以倫比的質(zhì)量?jì)?yōu)勢,已經(jīng)替代了過(guò)去一直用壓鑄或澆鑄生產(chǎn)的產(chǎn)品。紅沖鍛件常用設備之一就是熱鍛液壓機,常用有:500噸、630噸、800噸、1000噸、1200噸、1500噸、2000噸、2500噸、3150噸、3500噸、4000噸、5000噸等。威力重工可按需求設計定制,熱模鍛液壓機、快鍛機、自由鍛液壓機、多向模鍛壓機、熱鍛液壓機等,采購定制歡迎咨詢(xún)張經(jīng)理:18306370898(可加微信)或0632-5850029

1000噸紅沖熱鍛液壓機
紅沖工藝的優(yōu)點(diǎn):
1、紅沖件的力學(xué)性能好,因為紅沖后金屬坯料經(jīng)過(guò)加熱、擠壓、冷卻,其金屬結構發(fā)生變化,消除了原來(lái)因鑄造或拉拔而造成的缺陷,使制件內部晶體結構呈由內向外的線(xiàn)狀,提高了紅沖制件的力學(xué)性能;
2、經(jīng)紅沖后的制件,金屬內部晶粒細化,增強了金屬的致密度,提高了零件抗蝕能力;
3、適用于各種有色或黑色的金屬加工;
4、成形基本上不受產(chǎn)品零件自身外部形狀的限制;
5、生產(chǎn)使用普通常用630噸1000噸2000t熱鍛液壓機,投產(chǎn)容易,適宜中小型企業(yè)生產(chǎn);
6、生產(chǎn)率高,適宜大批量生產(chǎn);
7、由于采用抽芯裝置,壓制出來(lái)的制件內部是空心的,不行鍛壓模加工出來(lái)的制件那樣內部是實(shí)心的,而且一般小型紅沖模的毛邊厚度在0.5mm左右,而鍛造模制件的毛邊厚度一般在2mm以上,所以材料利用率要比鍛造模高許多;
8、紅沖是一種少無(wú)切削的加工工藝,表面粗糙度接近模具,尺寸精度能達到6-7級,所以它的機械切削量很小。
紅沖工藝的特點(diǎn):
⒈紅沖是對金屬材料用加熱沖壓加工成形的工藝,屬于熱加工范疇。加工時(shí)先將加熱金屬坯料放進(jìn)模具內,通過(guò)壓力機沖壓的作用使其在模具內發(fā)生塑性變形,從而壓制出各種形狀和力學(xué)性能良好的壓制件。
⒉630噸1000噸2000t熱鍛紅沖液壓機將金屬坯料經(jīng)過(guò)加熱和擠壓變形,消除了原來(lái)材料因鑄造和拉拔而引起的缺陷,變形后的金屬纖維組織呈由內向外的連續狀態(tài)分布,提高了紅沖制件力學(xué)性能。
⒊金屬材料經(jīng)加熱和擠壓后,內部晶粒得到細化,增強了金屬的致密度,提高了表面抗蝕能力。
⒋紅沖工藝能對任何形狀的制件進(jìn)行擠壓,特別是對頭大桿小的桿類(lèi)鍛件、深孔的杯形鍛件、內外徑上齒形、齒鍵形、上杯下桿形鍛件,以及中間小四面大的鍛件更加有利,由于擠壓使變形金屬處于三向不等的壓應力狀態(tài),對難變形的貴重金屬變得容易加工。
⒌紅沖工藝在擠壓時(shí)先將坯料放入凹模內的存料腔里,再在上模的壓力下將毛坯金屬擠入凹模腔內成形,這種成形方法好象與注射模相似,但是它的擠壓金屬的流動(dòng)不是液態(tài)狀流動(dòng),所以它的流動(dòng)性能要比注射模差。與鍛模作比較,紅沖的金屬變形率要比鍛壓模高,紅沖件的金屬連續形纖維組織比注射模和鍛模件的纖維組織狀態(tài)要好得多。
⒍紅沖工藝適應性好,能廣泛應用。紅沖工藝實(shí)際上類(lèi)似精密鍛造,但紅沖工藝對模具和壓力機的要求比精密鍛造簡(jiǎn)單得多。只要將模具或機床進(jìn)行少許改正,就可以在通用壓力機上進(jìn)行擠壓。
⒎紅沖工藝是對金屬零部件少無(wú)切削的加工方法之一,能節省大量的金屬原材料。它不僅生產(chǎn)效率高,而且省工省料,可以提高經(jīng)濟效率,還能明顯提高產(chǎn)品質(zhì)量。
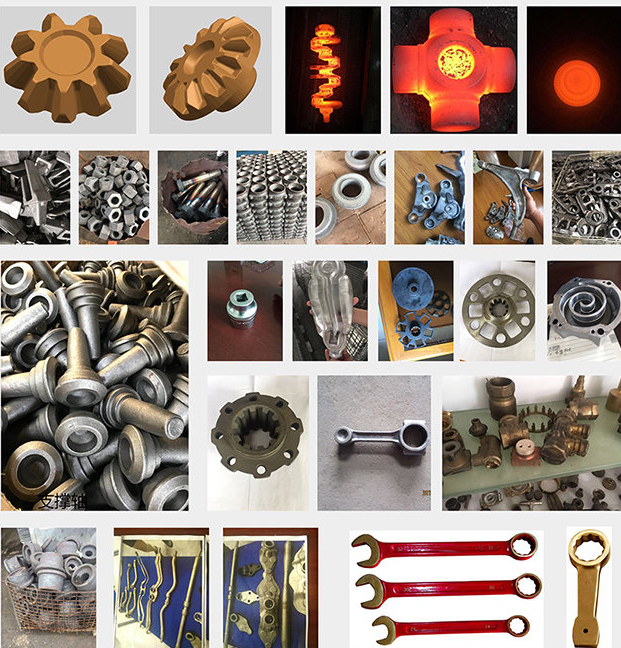
紅沖液壓機鍛造成型產(chǎn)品
紅沖液壓機630噸1000噸2000t熱鍛液壓機特點(diǎn):由主機、液壓傳動(dòng)系統、潤滑系統和電氣控制系統組成。設有調整、手動(dòng)、半自動(dòng)三種操作方式。操作方式由轉換開(kāi)關(guān)進(jìn)行選擇,按鈕集中控制。工作方式為:定壓壓制、定程壓制。機身為預應力組合框架結構形式,主要構件為鋼板焊接結構,機身預緊采用液壓螺母預緊。塊導向為斜楔式四角八面導軌導向。滑塊為上傳動(dòng)三缸加壓結構,滑塊和中間主缸體焊接在一起。液壓系統采用二通插裝閥集成系統。液壓系統設有油位指示,油液冷卻和過(guò)濾系統,油液冷卻選用水冷卻。滑塊導軌潤滑采用稀油集中潤滑,設有集油盒,自動(dòng)潤滑器設有故障報警裝置。動(dòng)力系統放置于地面上,電氣箱放置在地面上,操作箱放置在機器右前部。
本文由:四柱液壓機廠(chǎng)家 搜集整理
上一篇:上一篇:復合材料制品成型液壓機,框架式熱壓成型機廠(chǎng)家
下一篇:下一篇:玻璃鋼模殼建筑塑料模殼熱壓成型液壓機壓力參

